- —>Лудим, паяем, iPedы починяем —>
- Автомобильный справочник
- для настоящих любителей техники
- Жгуты проводов
- Расчет размеров и выбор материалов для жгутов проводов
- Поперечное сечение проводов
- Материалы для проводов
- Соединители электрических проводов и контакты
- Прокладка проводов и меры по обеспечению электромагнитной совместимости
- Защита проводов
- Штекерные соединители
- Конструкции штекерных соединителей
- Многоконтактные штекерные соединители
- Штекерные соединители с небольшим числом контактов
- Системы контактов в автомобиле
—>Лудим, паяем, iPedы починяем —>
Изготовление и укладка жгутов
Жгут представляет собой совокупность разделанных проводов и кабелей, скрепленных между собой каким-либо способом и при необходимости оснащенных элементами электрического монтажа (наконечниками, соединителями и др.).
По своему назначению жгуты подразделяются на внутриблоч-ные и междублочные.
Внутриблочные жгуты применяются для электрического соединения отдельных узлов, блоков и электрических деталей внутри прибора, а междублочные жгуты — для электрического соединения различной радиоаппаратуры и приборов в единую систему. В зависимости от расположения узлов в корпусе жгуты могут быть плоскими или объемными.
Для защиты от воздействия окружающей среды, механических повреждений или с целью экранирования жгуты обматываются снаружи киперной, капроновой, лавсановой или поливинилхло-ридной лентой, покрываются лаком или заключаются в экранирующую оплетку.
Жгуты рекомендуется изготовлять на шаблонах до их монтажа в приборе. Концы проводов жгута маркируют соответственно сборочному чертежу и монтажной схеме. Для маркировки используют следующие способы:
1) различную расцветку изоляции проводов;
2) окраску или нумерацию поливинилхлоридных трубок, применяемых для закрепления концов изоляции (трубки нумеруют на автомате, в специальных штампах или надписывают от руки маркировочными чернилами);
3) пластмассовые бирки с условным обозначением места подсоединения, надетые на провода.
Жгуты, в которых нельзя произвести замену вышедших из строя проводов, обеспечиваются запасными проводами. Количество их берется из расчета 8. 10 % общего количества в жгуте, но не меньше двух проводов. Длина и сечение запасных проводов должны быть равны наибольшим длине и сечению проводов, имеющихся в жгуте. Длина выводов жгута должна быть достаточной для присоединения к узлам и элементам схемы прибора без натяжения; кроме того, должен иметься запас в 10. 12 мм для повторной зачистки и присоединения каждого конца провода.
Типовой технологический процесс изготовления жгута включает в себя следующие операции:
резку проводов и изоляционных трубок;
укладку проводов на шаблоне и вязку их в жгут;
заделку концов проводов жгута с одновременной их маркировкой;
контроль жгута (прозвонку); защиту жгута изоляционной лентой;
выходной контроль (визуальный осмотр на соответствие эталону и прозвонку).
Длина заготовляемых проводов должна соответствовать размерам, указанным в технологической карте или таблице заготовок проводов. Резка проводов и экранирующих оплеток производятся на автоматах, а также с помощью монтажных или гильотинных ножниц и кусачек.
Заготовку проводов одинаковой длины и вязку их в жгут целесообразнее производить без ответвлений на специальном приспособлении (рис. 1.25), которое состоит из двух стоек, укрепленных на доске (расстояние между стойками зависит от длины заготовляемых проводов).
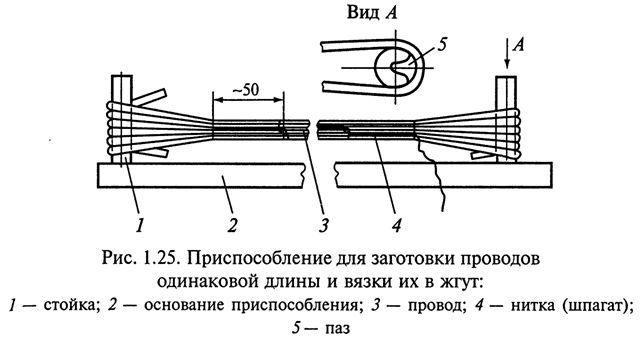
С внешних сторон у стоек имеются пазы. Сначала провод обматывается вокруг стоек, при этом количество витков провода должно составлять половину количества проводов в жгуте. Затем витки провода, располагающиеся между стойками, связывают в жгут ниткой или шпагатом. После обвязки витки провода разрезают в местах, расположенных напротив пазов в стойках.
При ручном способе заготовки проводов для жгутов длина их определяется с помощью образцов или линейки. В серийном производстве применяются специальные автоматы для мерной резки проводов на заданную длину.
Укладка проводов производится на шаблоне в определенном порядке (по схеме, нанесенной на поверхности шаблона), после чего их связывают ниткой или шпагатом в жгут. Разметка шаблона для укладки проводов жгута производится по монтажной схеме, макету узла или прибора, в который будет установлен жгут, и монтажной таблице соединений. На размеченном шаблоне провода сначала раскладывают, а затем вяжут в жгут (рис. 1.26). В зависимости от конструкции прибора жгуты бывают плоскими или объемными.

При раскладке концы проводов обрезают по поперечным’мёт-кам, маркируют и закрепляют. Укладку проводов на шаблоне начинают с запасных и длинных рабочих проводов и заканчивают самыми короткими проводами. Экранированные провода, входящие в жгут, обматывают киперной лентой и размещают внутри жгута либо в изоляционной трубке.
Вязка жгута должна осуществляться в одном направлении хлопчатобумажной ниткой № 00 или льняной № 9,5/5. Для ручной вязки применяется приспособление, показанное на рис. 1.27, а. В корпус 4 приспособления вставлена катушка 3 с нитками. Крышки 5 и 2 служат для центрирования катушки. В верхней крышке 5 имеется ушко для придания нитке определенного направления, а в нижней крышке крепится крючок 1.
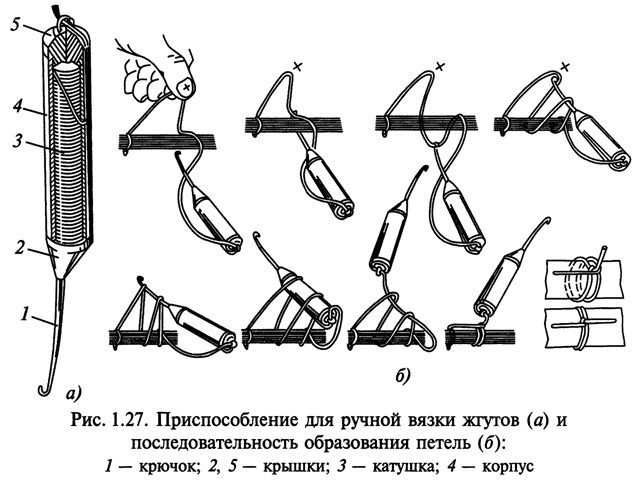
Для облегчения сматывания нитки с катушки в корпусе выполнены прорезь и вывод для наружного конца намотанной катушки. Сначала в корпус приспособления вставляется намотанная катушка, верхний конец которой заводится в прорезь корпуса. Далее крышка закрывается и конец нитки продевается через ушко.
Вязка жгута производится в соответствии со схемой образования петель. На вязку одного узла требуется 0,5. 1 с. Для выполнения операции необходимо взять нитку (см. рис. 1.27, б), зацепить крючком петлю, протянуть ее под жгутом и продеть через две петли приспособление, затянув нитку. В момент затяжки узла нитку, проходящую по корпусу, необходимо прижать пальцем к его поверхности. Приспособление способствует улучшению качества вязки жгутов и снижению трудоемкости их вязки в 15. 20 раз. Рекомендуемые способы вязки показаны на рис. 1.28.
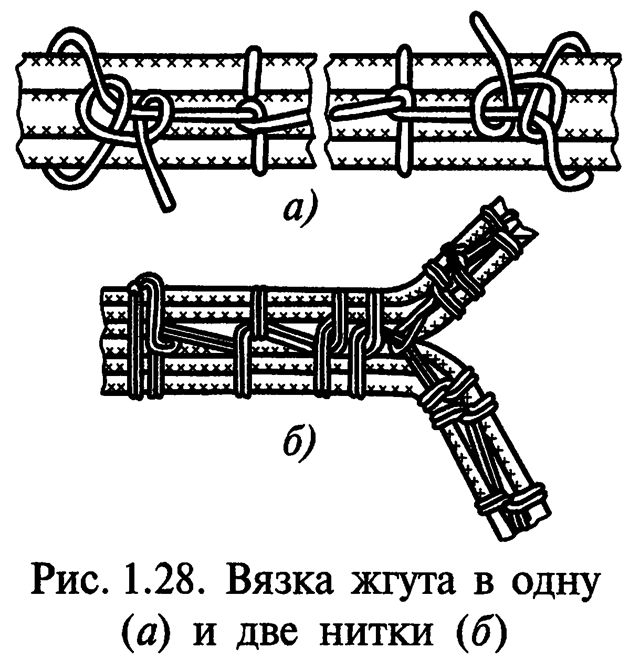 Петли рекомендуется вязать с натяжением через равные интервалы (не более 50 мм), а также в местах ответвления проводов.
Петли рекомендуется вязать с натяжением через равные интервалы (не более 50 мм), а также в местах ответвления проводов.
Шаг вязки петель устанавливается конструктором в зависимости от диаметра жгута.
После вязки проводов в жгут производится заделка их концов. Сначала все концы проводов маркируют согласно монтажной схеме, а затем контролируют правильность раскладки проводов прозвонкой. В случае применения для выполнения жгутов электрифицированных шаблонов прозвонку можно не производить.
Контроль сложных жгутов осуществляется на специальных полуавтоматических стендах по заданной программе. Жгут на панели стенда закрепляют вручную, а правильность раскладки проводов и сопротивление их изоляции контролируют автоматически.
Сначала проводится контроль на соответствие электрическим схемам соединений, т. е. проверка правильности раскладки проводов. С этой целью необходимое напряжение последовательно подают на один из концов проверяемого провода. При правильной раскладке проводов напряжение должно фиксироваться во всех проводах жгута, электрически связанных с проверяемым проводом. Далее необходимо убедиться в отсутствии напряжения в проводах жгута, которые электрически не связаны с проверяемым проводом. Вся информация о контроле выдается автоматически в виде кодированных отверстий на перфоленте или в виде записи на ленте с цифровыми и буквенными обозначениями.
При контроле сопротивления изоляции проводов автоматически осуществляют последовательную подачу постоянного напряжения к электрически изолированным друг от друга проводам (цепям), фиксируя при этом сопротивление изоляции.
В случае необходимости производится защита жгута изоляционными лентами или экранирующей оплеткой. Готовые жгуты укладывают согласно монтажной схеме и чертежу прибора. Одновременно с укладкой концы проводов жгута разводят к соответствующим местам схемы прибора и припаивают. При этом необходимо следить, чтобы отдельные провода не заслоняли собой маркировочные надписи и надписи значений номиналов на деталях.
Внимание! При укладке жгутов в прибор необходимо соблюдать осторожность во избежание поломки и обрыва токопроводя-Щих жил проводов и выводов навесных радиодеталей, а также замыкания оголенных токопроводящих мест.

Внутри прибора жгут крепится к шасси или стенкам металлическими скобами (рис. 1.29), под которые предварительно следует подложить изоляционные материалы из поливинилхлорида, лакоткани или прессшпана. Края прокладок должны выступать из-под скобы не менее чем на 5 мм. Скобы выполняются двухсторонними (крепятся двумя винтами) и односторонними (крепятся одним винтом). Конструкция крепежных скоб, особенно односторонних, должна быть достаточно жесткой, чтобы исключить их разгибание или деформацию при креплении к шасси вместе со жгутом.
Для обеспечения перехода неэкранированных (а при необходимости и экранированных) жгутов из одного блока прибора в другой через стенку шасси или экрана в этом месте предусматривается установка изоляционных втулок.
Материал для ознакомления взят из учебника «Радиоэлектронная аппаратура и приборы. Монтаж и регулировка». Автор: Ярочкина Г.В.
Автомобильный справочник
для настоящих любителей техники
Жгуты проводов

Жгуты проводов, это конструкция, состоящая из двух и более изолированных проводов, скрепленных в пучок связыванием или каким-либо другим способом, и предназначенная для электрической связи между элементами электрооборудования автомобиля. Вот о том, что представляет собой жгуты проводов в автомобиле, мы и поговорим в этой статье.

Задача жгутов проводов — распределять питание и сигналы в автомобиле.  Жгуты проводов в современном легковом автомобиле среднего класса со средним набором оборудования имеет около 750 разных проводов, длина которых достигает 1500 метров (табл. «Сложность жгутов проводов» ). За последние годы количество точек контакта практически удвоилось из-за постоянного роста числа функций в автомобиле. Различают жгуты проводов моторного отсека и кузова. К последнему предъявляются менее жесткие требования в плане температуры, вибрации, агрессивных сред и герметичности.
Жгуты проводов в современном легковом автомобиле среднего класса со средним набором оборудования имеет около 750 разных проводов, длина которых достигает 1500 метров (табл. «Сложность жгутов проводов» ). За последние годы количество точек контакта практически удвоилось из-за постоянного роста числа функций в автомобиле. Различают жгуты проводов моторного отсека и кузова. К последнему предъявляются менее жесткие требования в плане температуры, вибрации, агрессивных сред и герметичности.
Жгуты проводов значительно влияют на стоимость и качество автомобиля. При проектировании жгутов проводов необходимо учитывать следующее:
- Герметичность;
- Электромагнитную совместимость;
- Температуру;
- Защиту проводов от повреждения;
- Прокладку проводов;
- Вентиляцию жгута проводов.
Поэтому необходимо привлекать специалистов по жгутам проводов уже на этапе проектирования системы. На рис. «Жгут проводов» показан жгут проводов, разработанный в виде специального приемного модуля. Благодаря оптимизации прокладки и крепления жгутов проводов удалось достичь повышения качества и уменьшить стоимость и массу.

Расчет размеров и выбор материалов для жгутов проводов
Наиболее важные задачи для проектировщика жгутов проводов:
- Расчет поперечных сечений проводов;
- Выбор материалов;
- Выбор подходящих соединителей
- Прокладка проводов с учетом окружающей температуры, вибраций двигателя ускорения и электромагнитную совместимость;
- Учет среды, в которой прокладывается жгут проводов (топология, этап сборки при изготовлении автомобиля и оборудование на конвейере).
Поперечное сечение проводов
Поперечное сечение проводов определяется на основе допустимых значений падения напряжения. Нижний предел поперечного сечения определяется прочностью провода. Общепринятая практика — не используются провода сечением менее 0,5 мм 2 . При наличии дополнительных мер, опоры, защитные трубки, снятие механического напряжения, допускается сечение 0,35 мм 2 .
Материалы для проводов
В качестве токопроводящего материала обычно используется медь. Материалы для изоляции проводов определяются температурой, до которой они могут нагреваться. Необходимо использовать материалы, подходящие для длительной работы при высоких температурах. Здесь следует учитывать, как окружающую температуру, так и нагрев из-за протекания тока. Используемые материалы — термопластики (например, полиэтилен, полиамид, винилхлорид), фторполимеры, например, сополимер этилена с тетрафторэтиленом, фторэтиленпропилен и эластомеры, например, хлорсульфонилполиэтилен или кремнийорганическая резина.
Если провода не протягиваются рядом с особенно горячими деталями (например, выхлопная труба, рециркуляция отработавших газов) в топологии двигателя, то одним из критериев выбора изоляционного материала и сечения провода может служить кривая ухудшения параметров при контакте с соответствующим проводом. Кривая ухудшения параметров отображает зависимость между током, вызываемым током ростом температуры и окружающей температурой штекерного соединения. Обычно выделяемое на контактах тепло может отводиться по самим проводам. Следует также заметить, что изменение температуры приводит к изменению модуля эластичности материала контакта (релаксации металла). Можно повлиять на описанные взаимосвязи за счет увеличения сечений проводов и использования проводов подходящего типа и более благородных металлов (золота, серебра) и, соответственно, более высоких предельных температур. При сильно изменяющейся интенсивности тока бастую полезно измерять температуру контактов.
Соединители электрических проводов и контакты
Тип используемых соединителей электрических проводов и контактов зависит от различных факторов:
- Сила тока;
- Окружающая температура;
- Вибрационная нагрузка;
- Стойкость к веществам;
- Монтажное пространство.
Прокладка проводов и меры по обеспечению электромагнитной совместимости
Провода следует прокладывать таким образом, чтобы предотвратить их повреждение и обрыв. Это достигается с помощью крепежа и опор. Вибрационная нагрузка на контакты и разъемы уменьшается путем закрепления жгута проводов как можно ближе к разъему и по возможности на одном уровне с вибрацией. Прокладка проводов должна определяться в тесном взаимодействии с проектировщиками двигателя и автомобиля.
При возникновении проблем с электромагнитной совместимостью рекомендуется прокладывать чувствительные провода и провода с импульсами тока с крутым фронтом отдельно. Экранированные провода сложны в изготовлении и поэтому дороги. Кроме того, они требуют заземления. Более дешевым и эффективным способом является скрутка проводов.
Защита проводов
Провода нужно защищать от трения и контакта с острыми краями и горячими поверхностями. Для этого используется клейкая лента. Уровень защиты определяется интервалом и плотностью намотки. Для защиты проводов часто используются гофрированные трубки с необходимыми соединительными фитингами (экономия материала от рифления). Однако фиксирование клейкой лентой все еще является распространенным способом предотвращения перемещений отдельных проводов внутри гофрированной трубки. Оптимальную защиту обеспечивают кабель-каналы.
Жгуты проводов следует защищать от грызунов. Средством защиты могут служить стойкие к прогрызанию экструдированные пластмассовые трубки.
Штекерные соединители
Большая плотность размещения электроники в автомобиле предъявляет высокие требования к штекерным соединителям. Они не только проводят большие токи (например, включение катушек зажигания), но и аналоговые сигналы низкого напряжения с низкой интенсивностью тока (например, сигнальное напряжение датчика температуры охлаждающей жидкости двигателя). В течение срока службы автомобиля штекерные соединители должны обеспечивать надежную передачу сигналов между блоками управления и к датчикам, сохраняя при этом допуски.
Рост требований законодательства в области контроля вредных выбросов и активной безопасности обуславливает все более точную передачу сигналов через контакты штекерных соединителей. При проектировании, размещении и проверке штекерных соединителей нужно учитывать большое количество параметров (рис. «Параметры, учитываемые при проектировании штекерных соединений» ).

Наиболее распространенной причиной неисправности штекерного соединения является износ контактов из-за вибрации и перепадов температуры. Износ способствует окислению. Это приводит к увеличению омического сопротивления — контакт может, например, подвергнуться тепловой перегрузке.
Контактная часть может нагреться выше точки плавления медного сплава. В случае с сигнальными контактами с высоким сопротивлением бортовой контроллер часто обнаруживает неправдоподобный сигнал при сравнении с другими сигналами; в этом случае контроллер переходит в режим неисправности. Эти проблемные моменты в штекерных соединениях определяются бортовой диагностикой (OBD), наличие которой регламентируется законодательством в области контроля выхлопа. Однако диагностировать неисправность контакта на станциях технического обслуживания сложно, так как она отображается как неисправность компонента. Диагностировать неисправность контакта можно лишь косвенно.
Для сборки штекерного соединения на его корпусе имеются различные функциональные элементы, обеспечивающие надежное соединение проводов с обжатыми контактами со штекером. Современные штекерные соединители имеют силу соединения менее 100 Н и способны надежно соединять разъем с интерфейсом компонента или блока управления. Риск неправильного подключения штекерных соединителей к интерфейсу возрастает с увеличением силы соединения. В процессе эксплуатации автомобиля штекерное соединение может разболтаться.
Конструкции штекерных соединителей
 Штекерные соединители имеют разные области применения (табл. «Использование штекерных соединений» ). Они характеризуются количеством контактов и окружающими условиями. Существуют различные классы штекерных соединителей: с жестким креплением к двигателю, с мягким креплением к двигателю и с креплением к кузову. Еще одним различием является температурный класс места монтажа.
Штекерные соединители имеют разные области применения (табл. «Использование штекерных соединений» ). Они характеризуются количеством контактов и окружающими условиями. Существуют различные классы штекерных соединителей: с жестким креплением к двигателю, с мягким креплением к двигателю и с креплением к кузову. Еще одним различием является температурный класс места монтажа.
Многоконтактные штекерные соединители
 Многоконтактные штекерные соединители используются для всех блоков управления в автомобиле. Они различаются количеством и геометрией контактов (табл. «Количество и геометрия контактов» ). На рис. «Многоконтактный штекерный соеденитель» показана типичная конструкция многоконтактного штекерного соединителя. Имеется периферийное радиальное уплотнение соединения со штыревым разъемом ЭБУ в корпусе соединителя. Собранный микроконтактный соединитель проводов полностью электрически изолирован от штыревого разъема ЭБУ.
Многоконтактные штекерные соединители используются для всех блоков управления в автомобиле. Они различаются количеством и геометрией контактов (табл. «Количество и геометрия контактов» ). На рис. «Многоконтактный штекерный соеденитель» показана типичная конструкция многоконтактного штекерного соединителя. Имеется периферийное радиальное уплотнение соединения со штыревым разъемом ЭБУ в корпусе соединителя. Собранный микроконтактный соединитель проводов полностью электрически изолирован от штыревого разъема ЭБУ.

При сборке штекера контакт с присоединенным проводом вставляется через плоское уплотнение, уже находящееся в штекере. Контакт сдвигается в свое положение в держателе контактов. Контакт автоматически защелкивается фиксирующей пружиной, сидящей в кольцевой канавке в пластмассовом корпусе штекера. Когда все контакты окажутся на своих местах, для обеспечения вторичной защиты контактов вставляется стопор (вторичный замок). Это дополнительная мера защиты, повышающая удерживающую силу контакта в штекерном соединении. Кроме того, вставка стопора — это способ убедиться, что контакты находятся в правильном положении. Рабочее усилие штекерного соединения уменьшается рычагом и ползунным механизмом.
Штекерные соединители с небольшим числом контактов
 Штекерные соединители с небольшим числом контактов используются для исполнительных механизмов (например, топливных форсунок) и датчиков. Их конструкция принципиально аналогична конструкции многоконтактных штекерных соединителей (рис. «Штекерный соеденитель с малым числом контактов» ). Рабочее усилие штекерного соединения обычно не поддерживается.
Штекерные соединители с небольшим числом контактов используются для исполнительных механизмов (например, топливных форсунок) и датчиков. Их конструкция принципиально аналогична конструкции многоконтактных штекерных соединителей (рис. «Штекерный соеденитель с малым числом контактов» ). Рабочее усилие штекерного соединения обычно не поддерживается.
Соединение между штекерным соединителем с небольшим числом контактов и интерфейсом герметизируется радиальным уплотнением. Однако внутри пластмассового корпуса провода герметизируются единичными уплотнениями, прикрепленными к контакту.
Системы контактов в автомобиле
В автомобилях используются двухсоставные системы контактов (рис. «Контакт» ).  Внутренняя их часть (токопроводящая) штампуется из высококачественного медного сплава. Она защищается стальной охватывающей пружиной, которая в то же время повышает контактное усилие посредством давящего внутрь пружинного элемента. Защелка, выдавливаемая из стальной охватывающей пружины, входит в зацепление с контактом в пластмассовом корпусе.
Внутренняя их часть (токопроводящая) штампуется из высококачественного медного сплава. Она защищается стальной охватывающей пружиной, которая в то же время повышает контактное усилие посредством давящего внутрь пружинного элемента. Защелка, выдавливаемая из стальной охватывающей пружины, входит в зацепление с контактом в пластмассовом корпусе.
Контакты, в зависимости от потребностей, покрываются оловом, серебром или золотом. Для улучшения износостойкости точки контакта используются не только разные покрытия, но и разные структурные формы. Для гашения вибрации проводов в точках контакта в контактную часть встраиваются различные изолирующие механизмы (например, меандрическая прокладка питающих проводов).
Провода обжимаются на контакте. Геометрия обжатия должна быть адаптирована к соответствующему проводу. Для обжатия используются специальные плоскогубцы или полностью автоматические прессы.