Сборка и установка шатунно-поршневой группы на двигатель
Поршни с шатунами
На днище поршня нанесено обозначение группы поршня по диаметру юбки, на передней части поршня — ремонтной группы и ремонтного размера поршня. Для облегчения индивидуального подбора поршней к цилиндрам каждый из размеров ремонтной группы подразделяют на размерные группы, в которых размеры поршней по диаметру юбки следуют через 0,01 мм. Все операции подбора поршней по цилиндрам необходимо проводить при температуре окружающей среды 17… 23 °С.
Для облегчения индивидуального подбора поршневых пальцев поршни по диаметру отверстия под поршневой палец подразделяют на четыре размерные группы. Маркировку размерной группы по диаметру отверстий под поршневой палец осуществляют нанесением краски на бобышку поршня.
При замене поршней без замены гильзы цилиндров верхнюю кромку (буртик) гильзы, которая образовалась в результате износа гильзы под верхним поршневым кольцом, целесообразно обработать шабером или мелкозернистым шлифовальным кругом, установленным на пневматической или электрической дрели.
Поршни к цилиндрам следует подбирать так, чтобы зазор между стенкой цилиндров и юбкой поршня был 0,03…0,05 мм. Зазор определяется лентой-щупом толщиной 0,08 мм, шириной 10… 13 мм и длиной не менее 200 мм. Ленту-щуп протягивают через зазор между поршнем и цилиндром при неподвижном поршне с усилием 25… 45 Н, При этом поршень должен быть обращен днищем вниз, а лента-щуп должна находиться в плоскости, перпендикулярной оси отверстия под поршневой палец. Подбор поршней можно проводить не выпрессовывая гильзы из блока или после их выпрессовки. После подбора поршней к гильзам цилиндров необходимо на днищах поршней выбить порядковые номера цилиндров.
Посадку пальца в бобышках поршня выполняют с натягом 0,0025… 0,0075 мм. Допуск цилиндричности пальца равен 0,00125 мм в радиусном выражении. Стопорные кольца поршневого пальца следует устанавливать в канавках поршня с некоторым натягом, т.е. они не должны проворачиваться от усилия руки. Кольца, потерявшие упругость, следует заменить.
Шатуны
Нижнюю головку шатуна обрабатывают в сборе с крышкой, поэтому при разборке, контроле и сборке следует сохранять комплектность шатуна и крышки шатуна. Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрессовывании, запрессовывании и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7 000 Н, При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр от-верстия под втулку) подразделяют на размерные группы, которые отличаются друг от друга на 0,0025 мм.
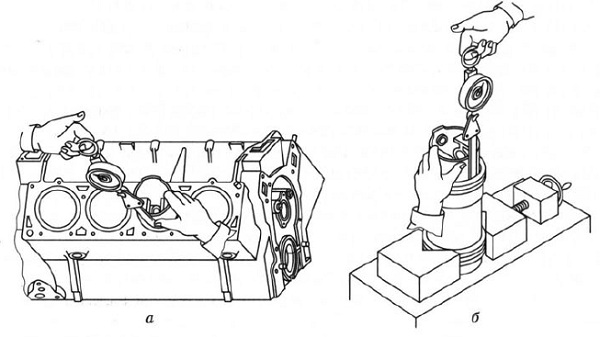
Рис. Подбор поршня к гильзе с помощью ленты-щупа:
а — гильза запрессована в блок цилиндров; б — гильза выпрессована из блока цилиндров
Сборка шатунно-поршневой группы
Для сборки шатуна с поршнем нужно подобрать поршневой палец к втулкам верхней головки шатуна и бобышкам поршня. Для соединения с шатуном поршень нагревают в масле или в электронагревательном приборе до температуры 55 °С. При этом палец в отверстие бобышки нагретого поршня должен входить плавно от усилия большого пальца правой руки. В таком соединении после охлаждения поршня появляется необходимый натяг 0,0025 …0,0075 мм.
Затем нужно сверить порядковые номера поршней и шатунов. Шатун закрепляют в тисках, устанавливают поршень, их соединение фиксируют пальцем. Поршень при сборке с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена к передней части двигателя. Бобышка, выштампованная на шатуне для левой группы цилиндров, также должна быть направлена к передней части двигателя, т.е. в одну сторону с меткой на поршне. Для правой группы цилиндров при сборке поршня с шатуном бобышка шатуна должна быть направлена к задней части двигателя, а метка на днище поршня — к передней части.
После соединения и проверки шатунно-поршневой группы следует закрепить стопорными кольцами палец в бобышках поршня, затем тщательно протереть подобранные по канавкам и подогнанные к цилиндрам поршневые кольца и установить их на поршни с помощью специального приспособления. Поршни в сборе с шатуном необходимо проверить по массе. Детали комплекта, установленного на одном двигателе, не должны отличаться по массе более чем на 12 г, т.е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в цилиндры блока нужно выполнить следующие операции:
- повернуть блок двигателя, установить его на стенде вертикально, передней частью вверх;
- последовательно, один за другим брать поршни с шатунами в сборе;
- тщательно протереть салфеткой постель под вкладыши в нижней головке шатуна;
- отвернуть гайки и снять крышку шатуна;
- установить шатун с поршнем.
При этом рекомендуется надеть на шатунные болты специальные колпачки из латуни или меди, предохраняющие зеркало гильзы цилиндров от повреждений.
Затем необходимо проверить и продуть отверстие в нижней головке шатуна, служащее для разбрызгивания масла на стенки цилиндра, вставить вкладыши в шатун и в крышку, протереть салфеткой верхние вкладыши шатуна и поршень, установить на поршень кольца, располагая внутреннюю выточку вверх, развести стыки компрессионных колец по окружности поршня примерно на 120°. После установки развести стыки компрессионных колец на 180°.
Далее следует протереть салфеткой гильзы цилиндров блока и шатунную шейку, смазать чистым маслом, применяемым для двигателя, поверхность шатунного вкладыша, поршня, поршневых колец и гильз цилиндров, вставить поршень с шатуном в цилиндр, направив метку на днище поршня к передней части двигателя с помощью специального приспособления, довести подшипники шатуна до шейки коленчатого вала, продвигая поршень по цилиндру с помощью деревянной оправки, смазать маслом шейку вала и подтянуть нижнюю головку к ней, снять предохранительные наконечники с шатунных болтов и поставить на место нижнюю крышку шатуна, закрепив ее шатунными гайками.
Перед окончанием сборки нужно проверить суммарный осевой зазор между торцами шатунов и шатунной шейки коленчатого вала с помощью щупа и окончательно затянуть болты шатунных подшипников динамометрическим ключом. После затяжки каждой пары шатунных подшипников следует проворачивать коленчатый вал. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Нм. Аналогичные операции нужно провести при установке в цилиндры остальных поршней с шатунами.
Поршень с шатуном


В двигателе поршень с шатуном образуют так называемую шатунно-поршневую группу. При этом необходимо выделить отдельно поршневую группу, состоящую из поршня, поршневого пальца и поршневых колец. Сами поршневые кольца в свою очередь делятся на компрессионные (два верхних кольца) и маслосъемные (одно нижнее кольцо) кольца. Маслосъемные кольца могут быть выполнены цельными, либо разборными.
Существует два вида соединения поршня с шатуном:
• с плавающим пальцем;
• с фиксированным пальцем.

Соединение поршня с плавающим пальцем
При таком соединении шатуна с поршнем поршневой палец может проворачиваться как в верхней головке шатуна, так и в бобышках поршня. Поршневой палец фиксируется при помощи стопорных колец, для которых выполнены специальные проточки в бобышках поршня. При сборке необходимо всегда устанавливать только новые стопорные кольца.
В верхнюю головку шатуна в таких соединениях запрессовывается бронзовая втулка.
При сборке правильно подобранный поршневой палец, смазанный маслом, должен проходить в головку шатуна от усилия большого пальца руки.

В бобышки поршня палец должен входить с небольшим натягом и не выпадать из него при переворачивании. Для соединения поршня с шатуном поршня нагреваются в горячей воде с температурой 65-85 °С.
Поршневой палец подбирается к поршню одного класса (группы). Группы метятся цветной меткой на бобышках поршня или его днище, а на поршневом пальце не его торце. Необходимо подбирать поршня и пальцы одной группы, допускается применение соседней группы, но с обязательной проверкой соединения пальца с поршнем.
Соединение поршня с фиксированным пальцем
В данном случае поршневой палец неподвижен в верхней головке шатуна, но поршень подвижен в соединении с поршневым пальцем. Это всем известные моторы АвтоВАЗа. Для соединения с поршневым пальцем шатун нагревают до температуры 240 °С и с помощью специального приспособления быстро соединяют с пальцем, так как шатун быстро остывает. Остывший шатун «намертво» зажимает палец в своей головке (натяг 0.01-0.042мм) и потому нет необходимости в какой-либо фиксации поршневого пальца. В таких шатунах бронзовая втулка не устанавливается.
В соединении поршня с шатуном, поршневой палец служит осью качания шатуна. Это необходимое условие, так как при возвратно-поступательном движении поршня, необходимо, чтобы верхняя и нижняя головки шатуна имели шарнирное соединение.
Например, в верхней головке шатуна это бронзовая втулка (плавающий палец), а в нижней головке – вкладыш шатуна на шейке коленчатого вала.
Поршневой палец воспринимает все силы, возникающие между поршнем и шатуном. Это сила инерции, появляющаяся во время изменения направления движения поршня, сила давления сжимаемой топливной смеси или воздуха в дизелях, а также и огромная сила давления расширяющихся газов (до 4 тонн). Дополнительно палец получает еще и изгибающее усилие, и усилие среза.
Подобные нагрузки могут привести к тому, что палец может получить овальность, что приведет к его заклиниванию в бобышках поршня или верхней головке шатуна. Овальность поршневого пальца может служить и причиной возникновения трещин в бобышках поршня и его разрушения.

Большинство современных двигателей имеют в своей конструкции соединения поршня с шатуном плавающие пальцы.
Маневровые локомотивы
Шатунно-поршневая группа
Шатунно-поршневая группа представляет группу деталей кинематической пары — поршень-шатун, играющей важную роль в рабочем процессе дизеля. Деталями этой группы являются: поршень, уплотнительные и маслосъемные кольца поршня; палец, соединяющий поршень с шатуном; шатун и подшипники верхней и нижней головок шатуна.
Поршни дизеля ПД1М (рис. 10) представляют собой цельную отливку из алюминиевого сплава (силумина), коэффициент теплопроводности которого в 4,25 раза больше, а плотность в 2,75 раза меньше, чем у чугуна. Использование материала с высокой теплопроводностью позволило не применять специальное охлаждение поршня. Благодаря большому заряду свежего воздуха, подаваемого в цилиндры дизеля, головки поршней сверху хорошо охлаждаются воздухом, а снизу — брызгами масла при работе дизеля.
Головка поршня выполнена толстостенной с плавным переходом к цилиндрической поверхности. Торец имеет вогнутую поверхность с четырьмя вырезами для размещения головок клапанов при нахождении поршня в верхнем положении. Вогнутая форма поверхности днища способствует лучшему смешиванию распыленного топлива с воздухом и лучшему его сгоранию.
На головке и юбке поршня проточены канавки для размещения уплотнительных и маслосъемных колец. В канавках под маслосъемные кольца просверлены отверстия для стекания масла, снятого со стенок цилиндра кольцами.
В бобышках поршня расположен поршневой палец 4, удерживаемый от осевых перемещений заглушками 5, установленными в отверстиях с натягом.
Поршневые пальцы служат для соединения верхних головок шатунов с поршнями. Они изготовлены из высоколегированных хромоникелевых сталей. Наружная поверхность пальцев цементируется (науглероживается) на глубину 1,2 1,5 мм, шлифуется и полируется. По способу закреп ления в поршне пальцы выполняют неподвижными и плавающими.
Пальцы плавающего типа имеют осевой зазор в соединении с поршнем и смазываются через головки шатунов. У дизеля внутри пальца встав-

Рис. 10. Поршень дизеля ПД1М:
1 — втулка цилиндра; 2, 5 — маслосъемные кольца; 3 — заглушка; 4 — поршневой палец; 6,7 — компрессионные кольца; 8 — поршень лена втулка, развальцованная по концам. Таким образом, между телом пальца и втулкой образуется камера, куда по четырем отверстиям в середине пальца масло поступает из кольцевой канавки втулки головки шатуна. Из камеры масло вытекает на поверхность пальца по восьми отверстиям, расположенным по его концам, а затем масло стекает в картер через прорези в заглушках и по каналам в юбке поршня.
Для обеспечения надежного уплотнения поршня в цилиндре на поршне устанавливают четыре уплотнительных компрессионных колыщ 6, 7, а для регулирования подачи масла к трущимся поверхностям втулки цилиндра-три маслосъемных кольца (одно маслосъемное кольцо расположено в верхней части поршня, а два — в нижней). Весь комплект колец служит для уплотнения надпоршневого пространства и ограничения потерь масла «на угар». От конструктивно-технологических особенностей поршневых колец, а также от состояния их в эксплуатации экономичность дизелей по расходу масла может меняться в 5-10 раз. Кольца поршней дизеля изготавливают из высокопрочного легированного чугуна. Трапецеидальные кольца поршней покрыты пористым хромом, что повышает срок службы в 3-4 раза и уменьшает износ цилиндровых втулок. Пара колец прямоугольного сечения с коническим скосом для улучшения приработки покрыта тонким слоем полуды.
Кольца (рис. 11) ставят в канавки поршней с определенным зазором; при этом малый зазор может привести к заеданию кольца в канавке и ухудшению его уплотнительных свойств, а увеличенный — повышает насосное действие колец. Для снятия и установки поршневых колец применяют специальное приспособление (рис. 12).
Трапециевидная форма канавок поршня усиливает перемычку между соседними канавками и уменьшает нагар в канавках за счет самоочистки. Форма второй пары уплотнительных колец (рис. 11, а) поршня дизеля — прямоугольная с коническим скосом — обеспечивает повышенное давление за счет узкой цилиндрической поверхности и хороший контакт со стенками цилиндров. Маслосъемные кольца (рис. 11, б) имеют узкую опорную поверхность и большую упругость для создания высокого давления на стенку. Наиболее эффективны коробчатые кольца с двойной скребковой поверхностью, устанавливаемые на поршнях дизелей. У этих колец по периметру канавки профрезированьг двенадцать радиальных сквозных

Рис. 11. Поршневые кольца дизеля ПД1М:
1 — уплотнительное (компрессионное); 2 — маслосъемное пазов. Таким образом, кольцо состоит как бы из двух частей — верхней и нижней, соединенных узкими перегородками, обе части кольца имеют конусный срез в одну сторону, что дает возможность маслосъемному кольцу при движении поршня вверх скользить по маслу, а при движении вниз острыми кромками соскабливать масло со стенок цилиндров.
Поршни с шатунами из блока цилиндров вынимают и разбирают. Поршни после очистки должны иметь белую матовую поверхность. Очищать поршни стальными скребками и шаберами запрещается. Наиболее характерными повреждениями поршня являются: износ ручьев под поршневые кольца, направляющей части поршня, отверстий под поршневой палец, излом перемычек между ручьями.
Трещины в ручьях и перемычках между ними в бобышках поршня допускается устранять газовой или аргонно-дуговой сваркой. Наплавлять

Трещины и раковины в кольцах не допускаются. Зазоры в стыке кольца и между ручьем и кольцом, а также износ маслосрезывающей кромки измеряют. Разрешается доводить высоту кромок маслосрезывающих колец до чертежного размера проточкой на станке при условии, что упругость кольца после этого будет в допускаемых пределах. Трапецеидальные кольца заменяют независимо от состояния.
Поршневые пальцы, имеющие овальность более допускаемых размеров, восстанавливают до чертежного размера хромированием или методом осадки. Чистота и размеры обработанной поверхности поршневого пальца должны соответствовать чертежу на новый палец. Поверхность пальца должна быть отполирована; граненость и следы шли-

Рис. 13. Индикаторное приспособление для измерения утопання трапецеидального кольца в ручье поршня дизеля ПД1М:
1 — корпус приспособления; 2 — поршень; 3 — индикатор фовки не допускаются. Разрешается оставлять волосовины (риски) на цементированном слое поршневого пальца.
Шатуны передают усилия, действующие на поршни, шатунным шейкам коленчатого вала дизеля. Они испытывают большие динамические усилия. Изготавливают шатуны из высококачественной легированной стали штамповкой. Шатун дизеля ПД1М (рис. 14) представляет собой фа сонный стержень двутаврового сечения с верхней и нижней разъемной головками. Крышка шатуна 8 крепится к стержню шатунными болтами 4 из хромоникелевой стали. В средней части болты имеют пояски для центровки шатуна и крышки. Поверхность болтов должна быть полированной без каких-либо концентраторов напряжений. Головки болтов — круглые с лысками для удержания от проворачивания при затяжке.

Рис. 14. Шатун дизеля ПД1М:
1 — стержень шатуна; 2 — втулка верхней головки шатуна; 3, 9 — вкладыши подшипников; 4 — шатунный болт; 5 — контрольный штифт; 6 — гайка; 7 — штифт; 8 — крышка шатуна; а — верхняя головка шатуна; б — канал для смазывания; в — нижняя головка шатуна
В верхнюю головку шатуна запрессована бронзовая втулка 2, служащая подшипником для поршневого пальца. По всей поверхности втулки прорезаны наклонные канавки, служащие для равномерного распределения масла по поверхности пальца, в средней части втулки расположена кольцевая канавка и отверстия для подвода масла.
Шатунный подшипник нижней головки шатуна состоит из двух взаимозаменяемых бронзовых вкладышей, залитых слоем баббита толщиной 0,5-0,7 мм и удерживаемых от осевого смещения буртами. От проворачивания вкладыши фиксируются штифтом 8, устанавливаемым в отверстие нижней половинки подшипника. Отверстие в верхнем вкладыше служит для прохода смазки к шейке вала. Около стыков вкладышей с одной и другой стороны выфрезерованы холодильники для создания масляного клина. Вкладыш, устанавливаемый в расточку корпуса шатуна, является наиболее нагруженным и называется рабочим бескана-вочным вкладышем. Его внутренняя поверхность не имеет канавки.
Вкладыш, располагающийся в крышке шатуна, имеет кольцевую канавку и называется нерабочим канавочным вкладышем. В центре канавки просверлено отверстие.
Неисправностями шатуна являются трещины, овальность и конусность отверстия нижней головки шатуна. Овальность нижней головки шатуна измеряют только при затянутых шатунных болтах по меткам. Шатун, имеющий овальность отверстия нижней головки более 0,2 мм (против чертежного размера), заменяют.
Зазор между поршневым пальцем и втулкой верхней головки шатуна измеряют щупом. Втулку, имеющую предельный износ или ослабление в посадке, заменяют. Разрешается восстанавливать втулки путем омеднения или методом осадки. В случае заклинивания или задира поршня в цилиндре, разрушения вкладышей шатунного подшипника измеряют величину скручивания и непараллельности осей отверстий нижней и верхней головок шатуна. Шатуны, имеющие скручивание или непараллель-ность осей отверстий, разрешается править горячим способом.
Шатунные болты проверяют дефектоскопом. Болты, имеющие трещины в любой части, а также изъяны в резьбовой части (срыв ниток, вытянутость, неправильный профиль, дробленность, заусенцы, риски), заменяют. Производить сварочные работы на болтах или проточку болтов до размеров менее чертежных запрещается.
При комплектовании шатунно-поршневой группы для уравновешивания вращающихся масс детали подбирают с таким расчетом, чтобы масса поршня на дизеле отличалась от другого не более чем на 200 г, а комплекта поршня с шатуном — не более чем на 450 г. Массу поршня подгоняют путем удаления металла с его нижней торцевой поверхности, а массу комплекта регулируют подбором шатуна необходимой массы или снятия металла в местах, указанных на чертеже.
При сборке деталей шатунно-поршневой группы должны соблюдаться следующие требования:
• детали должны быть тщательно промыты в эмульсии с применением ПАВ и продуты сжатым воздухом. Допускается окунание в керосин. Проверяется чистота отверстия в шатуне и маслоотводящих отверстий в поршне;
• заглушки поршневого пальца не должны выступать над поверхностью поршня, овальность направляющей части поршня до и после запрессовки заглушек не должна изменяться более чем на 0,08 мм;
• линейная величина камеры сжатия должна проверяться при каждой выемке поршня из цилиндра на плановых ремонтах тепловоза или смене поршня, шатуна, цилиндровой крышки или втулки при неплановых. Линейная величина камеры сжатия должна быть в пределах допускаемых размеров, при этом разномерность этой величины на одном дизеле допускается не более 0,6 мм, а ее регулировка производится за счет съема металла с торца цилиндровой крышки;
• поршневые кольца должны устанавливаться на поршне при помощи приспособления, ограничивающего развод замка. Замки колец должны быть смещены на 120° друг относительно друга, при этом замки двух верхних колец не должны располагаться со стороны впускных клапанов; кольца должны свободно поворачиваться в ручьях поршня. Между ручьем поршня и кольцом должен быть зазор в пределах допускаемых размеров;
• поршни в сборе с шатуном перед опусканием в цилиндр дизеля необходимо продуть сжатым воздухом, поршень и поршневые кольца смазать тонким слоем дизельного масла;
• при ремонте деталей шатунно-поршневой группы запрещается менять местами поршни по цилиндрам на одном дизеле.